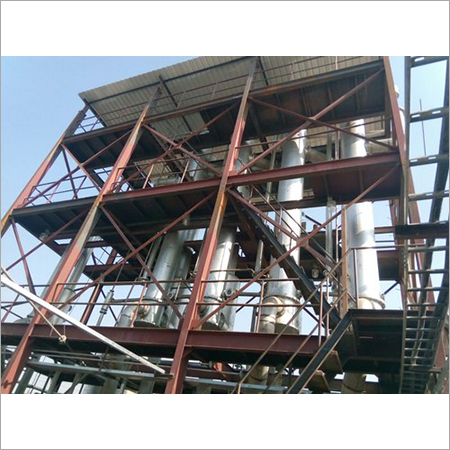
Product Description
Production cycles in different industries produce substances which can not be released in the environment due to pollution concerns. Solvents in the waste can be filtered and recovered using solvent recovery plant for re-use in production processes. This solvent re-use process saves money and avoid harming the environment. This plant works in different phases, namely substraction of solvent from gas, use of steam to desorb substance, dry fluid to recover solvent from water and distillation of substance. Using this plant, industries can save energy, recover acetate and remove odorous substances.
Specification
|
Type
|
solvent recovery system
|
|
Usage/Application
|
Industrial
|
|
Design Type
|
Standard,Customized
|
|
Model Name/Number
|
Ketav
|
|
Brand
|
Ketav
|
|
Automation Grade
|
Automatic
|
Custom-Engineered for Industrial VersatilityThe Ketav Solvent Recovery Plant offers a fully customizable solution for various industries, including pharmaceuticals, chemicals, and manufacturing. With flexible capacity and sizing options, it can be tailored precisely to clients' throughput and space requirements. High-pressure design and stainless steel construction guarantee robustness and longevity, making it suitable for demanding operational environments.
Advanced Safety Features & User-Friendly OperationSafety and ease of use are priorities for Ketav's solvent recovery system. Integrated safety controls, automatic operation via PLC, and a semi-automatic process ensure both operator security and minimal supervision. The polished, skid-mounted frame allows for straightforward installation and relocation, while the system's reliability streamlines solvent recovery operations.
FAQ's of Solvent Recovery Plant:
Q: How does the Ketav Solvent Recovery Plant achieve up to 90% recovery efficiency?
A: The plant utilizes advanced solvent separation techniques with steam as the primary heating source, combined with precise process controls and high-quality stainless steel construction. The semi-automatic operation and PLC-controlled interface help optimize performance, enabling solvent recovery rates as high as 90%.
Q: What are the main benefits of using the Ketav solvent recovery plant in industrial applications?
A: Key benefits include reduced solvent wastage, significant cost savings, and compliance with environmental regulations. The automatic safety controls, easy maintenance, and robust design contribute to higher productivity, minimal downtime, and improved operational safety.
Q: When is it appropriate to choose a customized solvent recovery plant over standard models?
A: A customized solvent recovery system is ideal when your operations demand specific throughput, pressure ratings, or spatial dimensions that standard models cannot accommodate. The Ketav plant can be engineered to fit unique industrial requirements, ensuring optimal performance and integration into your workflow.
Q: Where can the Ketav Solvent Recovery Plant be installed?
A: Thanks to its skid-mounted frame and custom dimensions, the system can be installed in a wide range of industrial settings-whether within existing production lines or standalone solvent recovery units. Its adaptability makes it suitable for factories, laboratories, and processing facilities.
Q: What is the typical process flow of the Ketav solvent recovery system?
A: The process involves feeding contaminated solvent into the system, where it is heated by steam to separate the impurities. The purified solvent is then collected for reuse, while residues are safely removed. The recovery cycle is managed via a PLC-controlled panel, ensuring consistency and safety.
Q: How is the plant maintained and what are usage recommendations?
A: Routine maintenance involves regular inspection of the stainless steel components, safety controls, and automation systems. It is recommended to operate the plant within specified voltage and pressure ratings, and trained personnel should oversee system start-up and shutdown for optimal performance.
Q: What is the benefit of the PLC-controlled panel and semi-automatic operation?
A: The PLC-controlled panel allows for precise monitoring and control of process parameters, reducing human error and ensuring consistent operation. The semi-automatic mode streamlines usage, combining operational flexibility with advanced automation for improved efficiency and safety.